












Grandes asphères : Vers des systèmes optiques de haute puissance
L'évolution vers des lasers plus puissants dans les applications optiques repousse les limites de la technologie des traitements optiques. Cependant, une autre solution pour gérer des faisceaux de plus grande puissance consiste à augmenter le diamètre du faisceau, ce qui nécessite des composants optiques plus grands (Figure 1). Cela diminue la puissance ou la densité d'énergie à travers les composants optiques, réduisant ainsi la probabilité de dommages induits par le laser. Il faut de grandes optiques d'expansion du faisceau et des lentilles de focalisation plus loin dans le trajet du faisceau. Les systèmes de collecte de lumière sont un autre facteur d'augmentation de la taille des optiques. Une plus grande quantité de lumière peut être collectée par des optiques ayant une plus grande surface. Dans ces deux scénarios, et dans de nombreux autres, les performances du système optique peuvent également être améliorées en utilisant des lentilles asphériques au lieu de lentilles sphériques. Par le passé, les concepteurs d'optiques ont peut-être hésité à utiliser des lentilles asphériques d'un diamètre supérieur à 100 mm en raison de la difficulté de fabriquer et de mesurer des asphères de cette taille. Cependant, des progrès plus récents dans la fabrication et la métrologie des surfaces asphériques ont permis de commercialiser des asphères de 200 mm de diamètre, comme les lentilles asphériques de précision TECHSPEC® de 200 mm de diamètre.
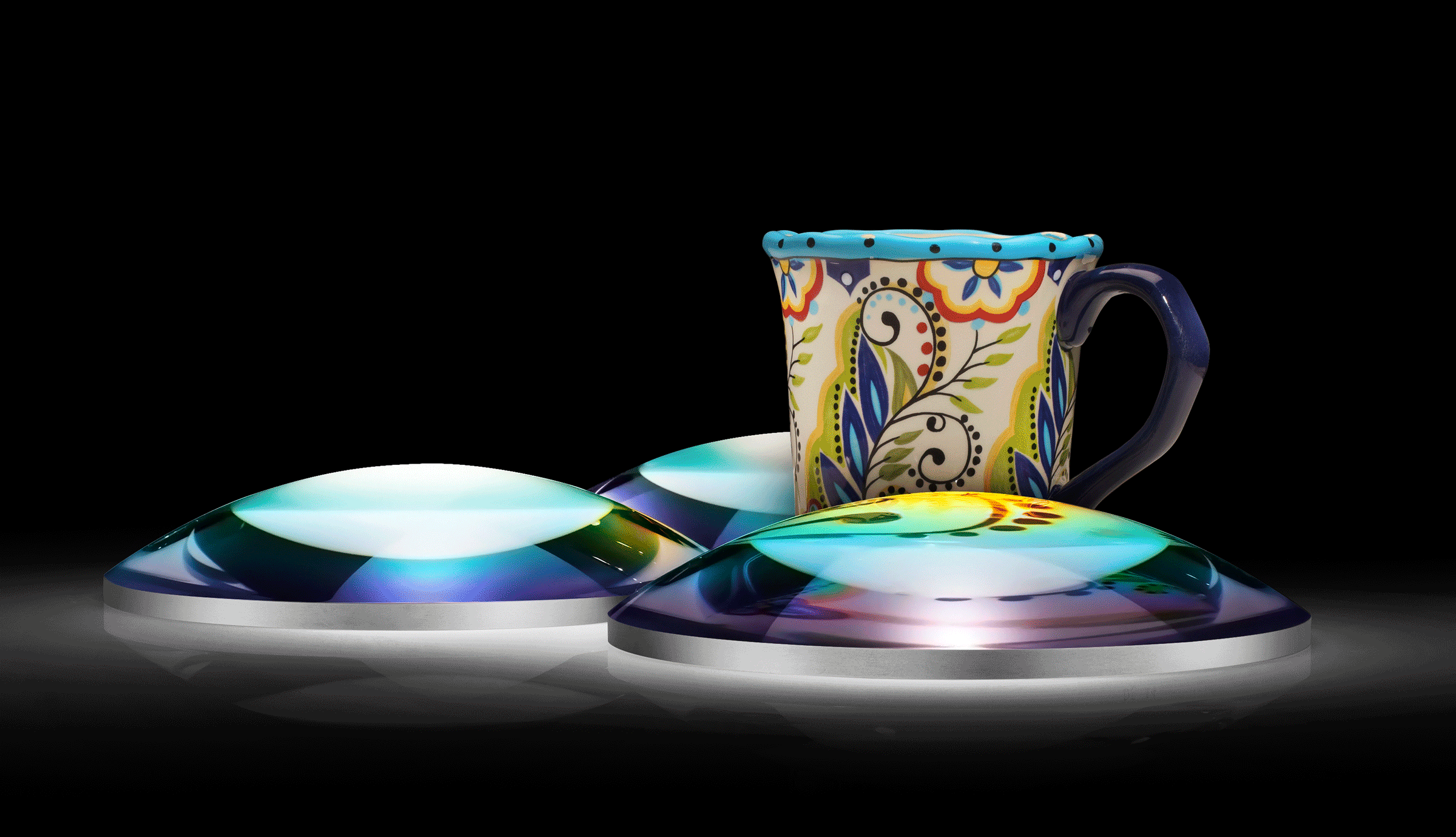
Figure 1 : Les lentilles asphériques de grand diamètre sont de plus en plus populaires, mais elles posent plusieurs problèmes de fabrication et de métrologie qui ne se posent pas pour les asphères de taille standard.
Que signifie exactement « grand » ?
Afin de discuter correctement des asphères de grande taille, il est nécessaire de faire une distinction entre les asphères « de grande taille » et les asphères « de très grande taille ». Les lentilles « de très grande taille » sont trop grandes pour qu'une personne les porte à la main. Des supports mécaniques sont nécessaires pour les déplacer, ce qui présente encore plus de difficultés et exige une planification préalable approfondie de leur fabrication et du processus de métrologie. Ces lentilles entraînent des considérations et des limitations supplémentaires par rapport aux lentilles asphériques classiques. Cet article se concentre sur la fabrication d’asphères « de grande taille » produites en série qui peuvent encore être portées par une seule personne.
Considérations relatives à la fabrication
Pour déterminer comment les considérations suivantes peuvent avoir un impact sur la taille ou le coût des lentilles asphériques personnalisées, veuillez nous contacter.
Diamètre
Le diamètre de l'optique qui peut s'adapter à une machine de meulage et de polissage est une limite évidente lors de la fabrication de grandes asphères. Heureusement, les noms de nombreux modèles de machines de meulage et de polissage à commande numérique par ordinateur (CNC) décrivent la gamme des mouvements de la machine. Par exemple, « CNC200 » implique souvent que la machine a une amplitude de mouvement de 200 mm, alors que « CNC100 » aurait une amplitude de mouvement de 100 mm. Toutefois, cela ne signifie pas que la « CNC200 » pourrait fabriquer une asphère de 200 mm de diamètre.
La taille maximale de l'optique qu'une machine peut fabriquer est limitée à la fois par la cinématique de la machine et par la forme de l'optique. Au début de la fabrication de l'asphère, on utilise une ébauche surdimensionnée qui est ensuite réduite au diamètre final souhaité vers la fin du processus de fabrication. Considérons une ébauche de lentille au centre d'une machine à polir sur une broche. Un outil à disque rotatif est déplacé radialement sur la pièce d'un bord à l'autre et la hauteur verticale de l'outil est ajustée pour former la forme de l'asphère. Comme le montre la Figure 2, pour une lentille convexe, l'outil doit parcourir horizontalement une distance supérieure au diamètre de la lentille. Par conséquent, l'amplitude de mouvement de la machine devrait être supérieure au diamètre de la lentille.
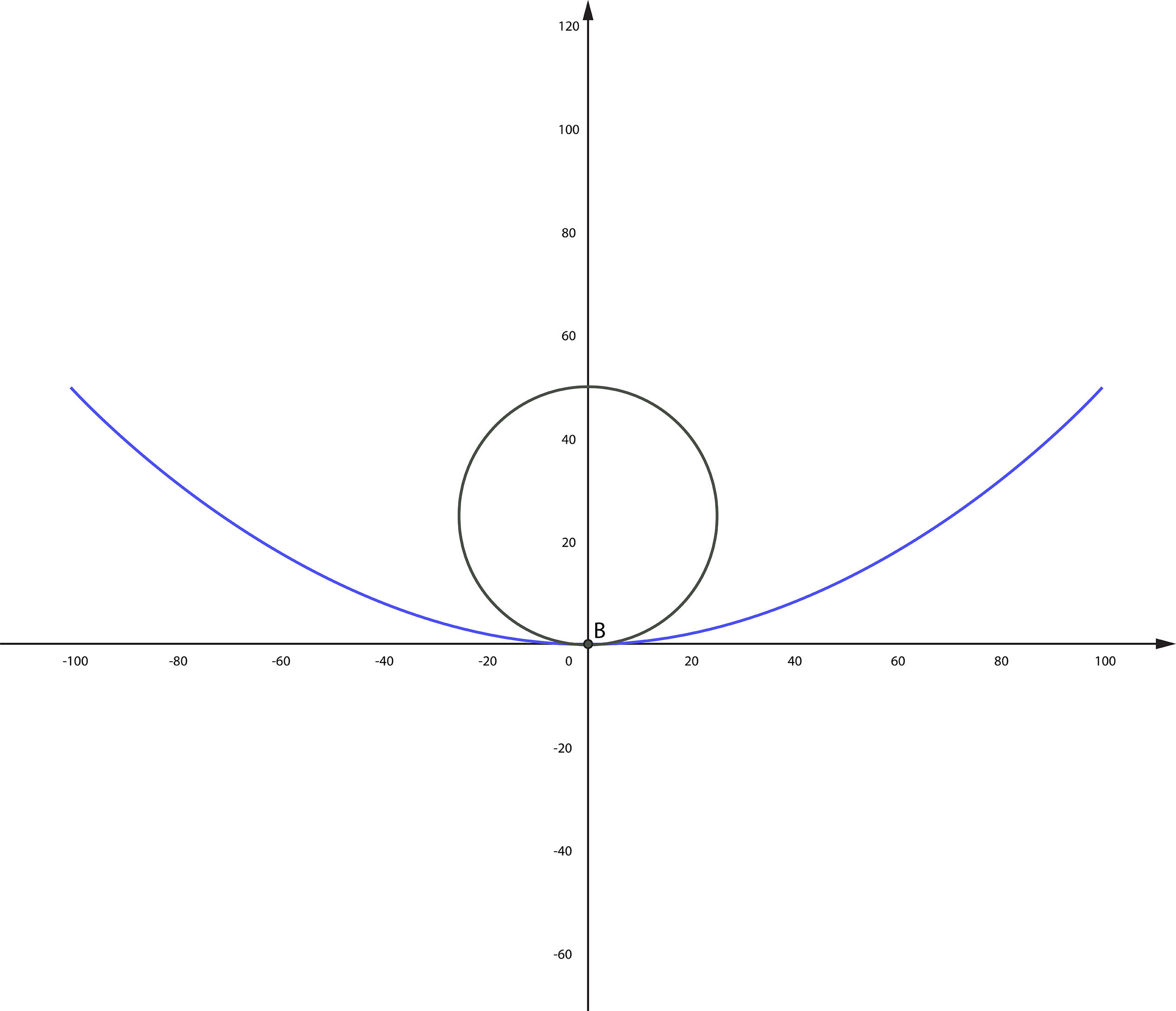
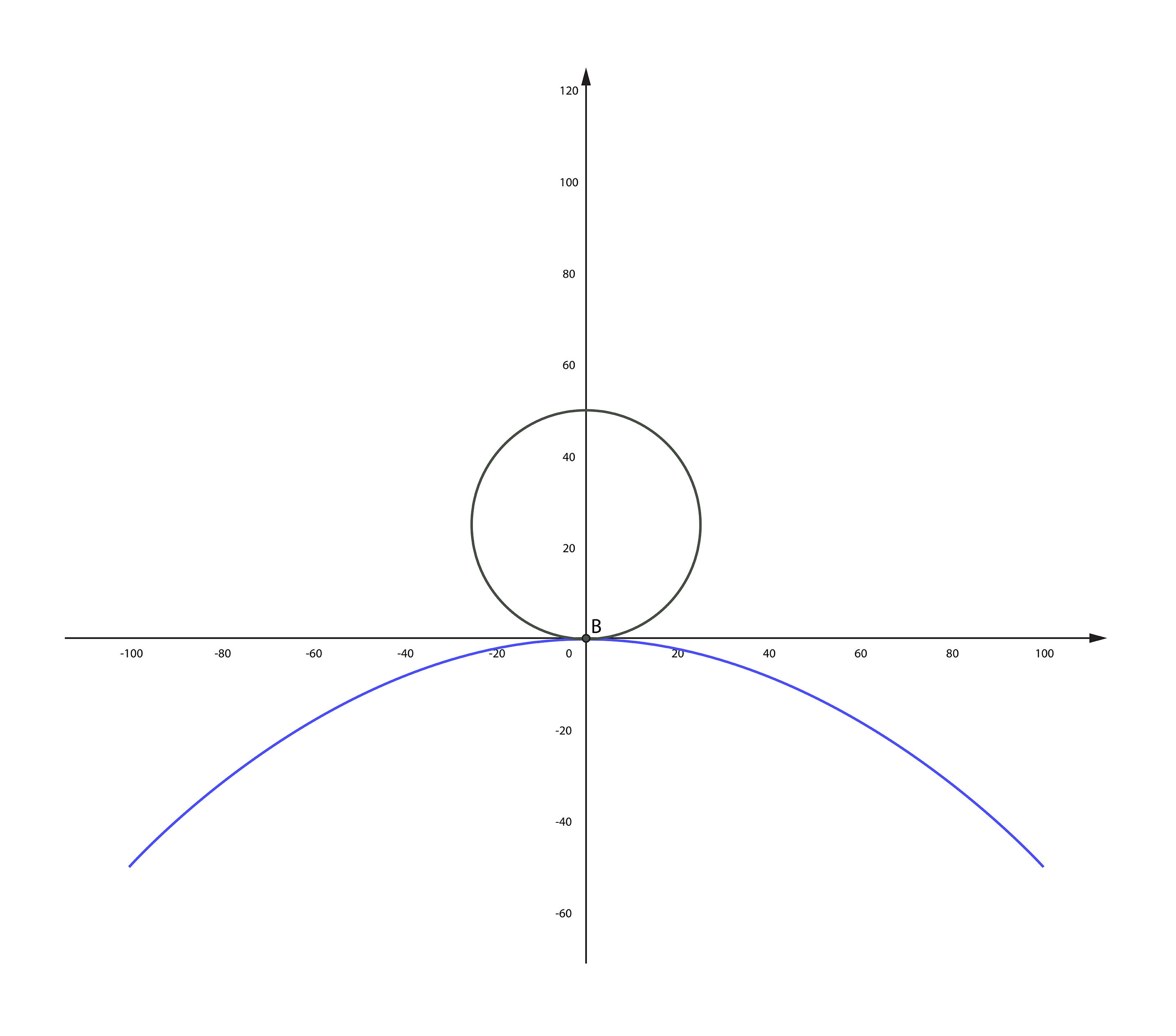
Figure 2 : Les surfaces convexes (b) nécessitent une plus grande amplitude de mouvement horizontal que les surfaces concaves (a) pendant le meulage et le polissage.
Certains paramètres peuvent être ajustés pour augmenter légèrement l'amplitude du mouvement, mais ces ajustements entraînent généralement des compromis en termes de qualité ou de coût. Par exemple, dans le cas ci-dessus, le diamètre de l'outil à disque rotatif pourrait être réduit pour diminuer l'amplitude du mouvement nécessaire, mais cela diminuerait la vitesse de polissage tout en augmentant le temps de polissage et l'usure de l'outil. En raison de ces compromis, les machines de meulage et de polissage n'ont pas nécessairement de limites précises quant à la taille des pièces réalisables. Au lieu de cela, elles auront une région dans laquelle la fabrication passe de simple et économique à coûteuse, puis à irréalisable.
Poids
Les machines de fabrication sont également limitées par le poids maximal qu'elles peuvent supporter, qui augmente évidemment avec le diamètre des composants. Bien que les limites varient d'une machine à l'autre, les moteurs qui contrôlent la rotation ou la translation de la lentille doivent pouvoir générer un couple suffisant pour accomplir leur tâche. Les machines doivent parfois être configurées spécifiquement pour les optiques lourdes, ce qui entraîne souvent une augmentation des temps de cycle et, par conséquent, un coût plus élevé. Les optiques sont aussi généralement collées à un support pour faciliter le transfert et l'alignement pendant la fabrication, ce qui ajoute un poids supplémentaire.
Considérations de métrologie
Diamètre
Tous les équipements utilisés pour la métrologie doivent également être capables d'inspecter la totalité de la surface des optiques de grand diamètre. Comme pour la fabrication, l'outil de métrologie doit avoir une amplitude de mouvement suffisante pour couvrir toute l'ouverture utiles de la lentille.
Hauteur sagittale
Les profils d'asphères sont généralement mesurés pendant le processus de fabrication à l'aide d'un profilomètre tactile pour un retour d'information itératif. Plus le diamètre de l'asphère augmente, plus la hauteur sagittale, ou l'épaisseur de la surface incurvée, est susceptible d'augmenter, bien que cela varie en fonction de la conception spécifique de l'asphère. La hauteur du stylet utilisé par le profilomètre tactile peut également limiter la hauteur sagittale qui peut être mesurée. La Figure 3 montre comment cela peut avoir un impact sur l'extension du profilomètre au-delà du sommet d'une surface convexe pour mesurer le profil de la surface de l'autre côté de la lentille.
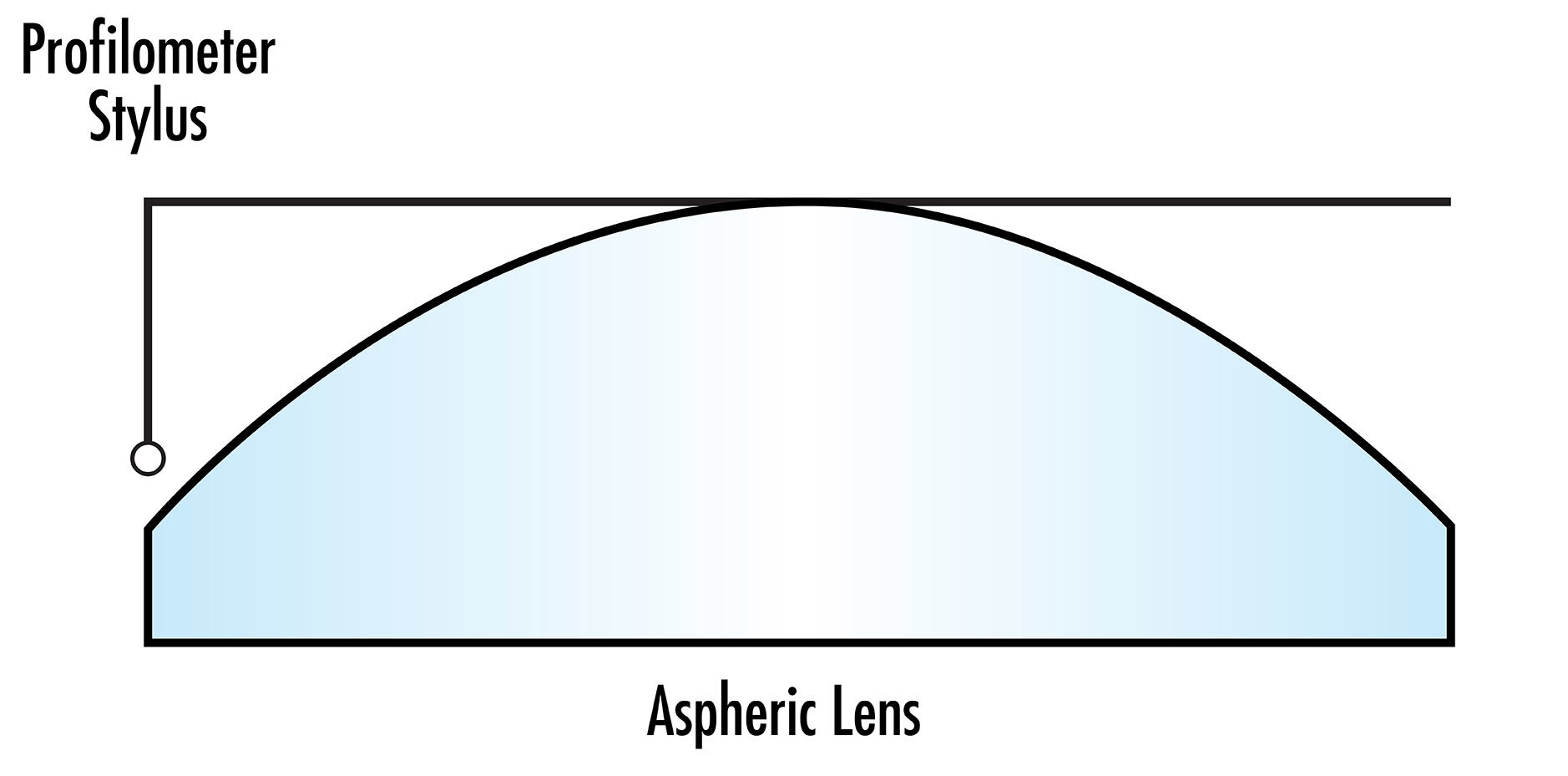
Figure 3 : Le stylet d'un profilomètre tactile utilisé pour la métrologie des asphères peut limiter la hauteur sagittale qui peut être mesurée pour les grandes asphères.
Une limitation similaire pourrait avoir un impact sur la métrologie des surfaces concaves. Les ingénieurs en fabrication optique peuvent encore apporter quelques modifications aux paramètres du processus pour augmenter légèrement l'amplitude de mouvement de l'outil, mais ces modifications entraînent souvent des compromis en termes de qualité, de coût ou de délai.
Précision de la mesure
En outre, l'utilisation d'un stylet plus grand pour pallier le problème décrit ci-dessus peut avoir un impact négatif sur la précision de la mesure. L'augmentation du poids du stylet et la flexion et l'instabilité qui en résultent peuvent entraîner de mauvaises performances métrologiques.
Considérations relatives aux surfaces non asphériques
Surfaces arrière
Les surfaces arrière des lentilles asphériques sont généralement planes ou sphériques. Si la surface arrière n'a normalement qu'une faible influence sur le coût global et les possibilités de fabrication d'une asphère, cela change pour les grandes asphères. Il est évident que le meulage, le polissage et la métrologie de cette surface arrière doivent également avoir la plage de mouvement nécessaire pour couvrir la pièce. La métrologie peut être particulièrement difficile, car les interféromètres à grande ouverture sont généralement utilisés pour mesurer des surfaces planes similaires. Puisque Edmund Optics® fabrique également des optiques planes, notamment des fenêtres, des prismes et des séparateurs de faisceau, l'équipement utilisé pour mesurer ces types d'optiques est utilisé pour les surfaces arrière planes des asphères. De nombreux fabricants d'asphères n'ont pas forcément de solution standard pour mesurer des surfaces planes de plus de 6 pouces.
Les possibilités de métrologie sont encore plus limitées pour les surfaces arrière sphériques convexes. Des sphères de transmission de grande taille et des interféromètres à grande ouverture sont nécessaires et peuvent être d'un coût prohibitif ou non disponibles pour de nombreux fabricants d'optiques. Pour les surfaces arrière sphériques concaves et convexes, l'augmentation du diamètre de la lentille correspond à une augmentation du rayon de courbure (RoC). Lors des mesures par interféromètre, la plage de RoC qui peut être mesurée est limitée par la longueur du rail de l'interféromètre. L'optique est généralement translatée sur le rail entre la position « cat’s eye » (le point où le faisceau de l'interféromètre entre en contact avec la surface en un seul point) et la position confocale (le point où le foyer du faisceau de l'interféromètre est colocalisé avec le RoC).
De plus, les plaques d'essai utilisées pour la métrologie en cours de processus deviennent encombrantes et difficiles à utiliser pour les grandes asphères. Les considérations ci-dessus relatives à la fabrication et à la métrologie s'appliquent également à la fabrication des plaques d'essai.
La surface arrière de la lentille pourrait être mesurée à l'aide du même équipement que celui utilisé pour mesurer la surface asphérique, mais ce procédé est plus coûteux et inefficace. La surface plane ou sphérique ferait perdre du temps à cette métrologie plus complexe qui serait autrement consacrée aux surfaces asphériques. La métrologie des asphères prend généralement plus de temps et nécessite des ingénieurs en fabrication optique plus qualifiés. Il n'est donc pas pratique d'utiliser la même métrologie pour les deux côtés des lentilles.
Diamètre
Les asphères sont biseautées jusqu'à leur diamètre final vers la fin du processus de fabrication. Les fabricants d'optiques doivent s'assurer que leurs machines d’usinage des bords sont capables de manier des optiques de ce grand diamètre, faute de quoi les coûts et les délais augmenteront en raison de l'utilisation de meuleuses asphériques pour usiner les lentilles.
Inspection et qualité de surface
On pourrait affirmer que la taille de la surface optique inspectée est corrélée au nombre d'imperfections de surface présentes, si les autres paramètres du processus de fabrication sont maintenus constants. Il est donc plus difficile de maintenir une certaine qualité de surface sur une optique de plus grand diamètre. Ceci est vrai que l'on utilise la norme ISO ou MIL pour caractériser la qualité de la surface. Les optiques de grande taille sont également plus difficiles à manipuler et présentent un risque accru d'imperfections de surface dues à une mauvaise manipulation.
Grandes ébauches de lentilles
Les ébauches de lentilles utilisées pour la fabrication d'asphères sont soit des disques découpés dans une tige du diamètre souhaité, soit un pressage recuit dans un moule personnalisé. Pour les lentilles asphériques de taille standard, les moulages sont généralement 3 ou 4 fois plus rentables que les disques découpés pour la production de gros volumes, bien que cela varie en fonction du matériau de substrat exact utilisé. Cependant, pour les grandes asphères, les coûts des moulages et des disques de coupe sont comparables. Le prix par volume d'un moulage est un peu plus élevé que celui d'un disque, mais les moulages ne nécessitent ni perçage ni sciage. Pour les petites pièces, le perçage ou le sciage représentent une grande partie du coût de l’ébauche. En revanche, si la pièce est de grande taille, ces processus représentent un pourcentage plus faible du coût. Les moulages ont également un délai d'exécution plus long et sont limités aux optiques dont l'épaisseur du centre est inférieure à 40 mm.
Considérations relatives aux traitements
La hauteur sagittale accrue des grandes asphères peut également poser des problèmes lors du traitement. La variation de la hauteur sur la pièce peut avoir un impact négatif sur l'uniformité du traitement. Pour cette raison, le maintien d'une certaine spécification d'uniformité du traitement sur l'ensemble de la lentille sera plus coûteux que la même spécification sur une lentille plus petite. L'outillage doit également être disponible pour les diamètres accrus des grandes asphères.
Grandes asphères d'Edmund Optics®
Vous recherchez des asphères de grande taille pour votre application ? Des asphères standard de 200 mm de diamètre sont disponibles pour le prototypage, et les ingénieurs de fabrication d'Edmund Optics® peuvent fabriquer de grandes asphères sur mesure pour votre application. Parfois, le plus gros est vraiment le mieux.
 Lentilles asphériques de précision
Lentilles asphériques de précision
- Tailles jusqu'à 200 mm de diamètre
- Disponibles sans traitement ou avec des traitements antireflets à large bande
ACHETEZ DÈS MAINTENANT
Lentilles asphériques sur mesure
- Nos ingénieurs peuvent vous guider à travers les considérations ci-dessus
- Que pouvons-nous fabriquer pour vous ?
CONTACTEZ-NOUS
Plus de ressources
- Vidéo : Comment fabrique-t-on une lentille asphérique ?
- Tout savoir sur les lentilles asphériques
- Webinaire : Conception d’asphères de pointe pour une - réalisabilité optimale enregistrés
- Irrégularité de la lentille asphérique et rapport de Strehl
- Lentilles achromatiques asphérisées
- Vidéo : Sites de fabrication globaux d’EO
- Vidéo : Metrology at Edmund Optics: Measuring as a Key Component of Manufacturing
ou consulter les numéros d’autres pays
facile à utiliser
entrer les numéros de stock pour commencer
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
POLITIQUE DE CONFIDENTIALITÉ | POLITIQUE DE COOKIES | CONDITIONS GÉNÈRALES | CONDITIONS GÉNÈRALES B2C | MENTIONS LÉGALES | ACCESSIBILITÉ
L'entreprise Edmund Optics GmbH en Allemagne agit comme un mandataire d'Edmund Optics BV aux Pays-Bas.
Le titulaire du contrat est Edmund Optics BV aux Pays-Bas.
Ce contenu peut comporter des éléments générés ou modifiés à l'aide de l'intelligence artificielle (IA).
The FUTURE Depends On Optics®