












Conception Optique à Prix Effectif & Tolérance
Comme la plupart des conceveurs le savent, un logiciel de conception optique peut un outil puissant. Mais ce n'est seulement ça 'un outil'. La propre interprétation de résultats optimisés est aussi importante que l'entrée de la correcte information. C'est pourquoi des conceveurs expérimentés pésent les avantages et les inconvénients de l'utilisation de la conception d'un objectif à une autre conception actuelle. Mais avec les demandes de l'industrie florissantes, les conceveurs ont besoin d'incorporer tous les aspects de la production dans leur conception dans le but d'assurer que le produit final sera amené au marché de façon réussie. Les conceveurs n'ont pas seulement besoin d'être prudent sur les nuances de la fabrication, assemblée, traitement, etc, mais aussi comment intégrer les coûts avec les demandes d'application désirées.
Malheureusement, aucun logiciel ne procure une subroutine pour assurer que les coûts soient minimisés.
Les besoins de miminiser les coûts est adressé par les lentilles présentes dans notre catalogue, qui ont le double avantage d'être peu chères comparées à une petite production personnalisée aussi bein qu'être disponible immédiatement. D'intelligents conceveurs peuvent souvent intégrer des lentilles en stock en conceptions personnalisées à multi-éléments, amenant des économies de prix à un sacrifice en performance. Dans de nombreux cas, les lentilles en stock peuvent ne pas être pratiques pour la fabrication dans une application donnée mais convenant pour un rapide prototype. En addition, les données de prescription disponibles pour la plupart des lentilles et même celles à multi-élements encouragent les conceveurs d'utiliser des lentilles en stock (voir Figure 1)
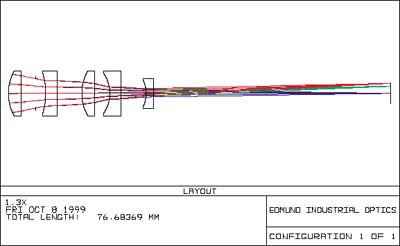
Figure 1: Logiciel de Conception Optique Zemax
Cet article essaiera de clarifier des pratiques de fabrication optique typique et d'emphaser le besoin aux coûts moniteur durant le procédé de conception. Une connaissance approfondie des pratiques de fabrication permet aux conceveurs de construire la solution la plus économique. En investissant du temps dans un magasin d'optique, les conceveurs peuvent expérimenter les techniques de fabrication employées par un opticien. Les choix durant le stage de conception qui apparaît peut prouver d'être crucial.
Par exemple, la simple façon de fabriquer des éléments equi-convexe ou equi-concave peuvt éliminer les problèmes et économisrt des coûts dans des procédés non relatifs tels qu'en assemblée. Demandez à tout assembleur leurs pensées au sujet des lentilles qui ont presque les mêmes rayons sur leurs surfaces externes, et vous indiqueront que corriger les lentilles montées ne sont pas facile à réaliser!. Dans le but d'éviter ce coût supplémentaire sélectionner des lentilles equi-convexe ou equi-concave. Ces lentilles peuvent aussi réduire le prix de plaques test et réduire le temps de production.
Toute conception commence avec une application donnée et les valeurs connues associées à celle-ci. C'ets le travail du conceveur de résoudre les inconnues, généralemnt en regardant certaines spécifications telles que les rayons comme varibles tout en maintenant les autres valeurs constantes. Valeurs généralement tenues constantes incluent:diamètre, épaisseur centrale, et matériel du verre.
SELECTiONNER LE DIAMETRE
Lorsque les ouvertures utiles sont déterminées, il est important que les conceveurs comprennet comment la lentille sera montée, meulée et polie. Le diamètre de la lentille finale devrait être choisi pour accommoder le montage de lentille (voir Figure 2).
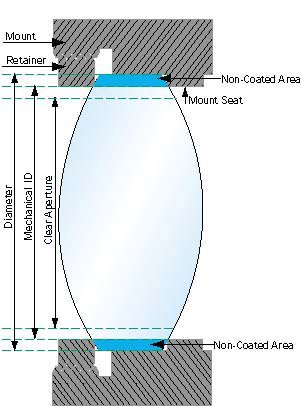
Figure 2: Considérations de Montage Mécanique
Lorsque vous montez sur un diamètre interne mécanique (basé sur des points de contact avec les rayons), un éblouissement peut résulter de la lumière réfléchissant d'un espaceur, anneau de retient ou montage. En comparaison, lumière réfléchissant d'un diamètre interne plus large (ID) sera coupée par l'ouverture du système. Si l'élément est traité, le diamètre de l'aire traitée devrait être plus large que le montage ID pour éviter l'exposition d'aires de surface non traitées.
Généralement, éléments dans la gamme 20-40mm nécessitent un diamètre plus large que 3mm que le diamètre de l'ouverture utile. Dans le but de produire une répétition de lentilles, les fabricants utilisent des 'marques' (verre dans un état pré-fabriqué) qui sont 2mm plus large que le diamètre de la lentille spécifiée. La méthode de 'sur-mesurer' permet l'opticien de retirer les défauts durant le procédé final. Un défaut commun, appelé "edge roll", (voir Figue 3) ets une déformation de surface qui résulte de la portée excessive d'outils de polissage sur le bord de la lentille.
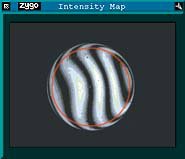
Figure 3: Interférogramme d'une lentille PCX indiquant "edge-roll"
Un autre défaut, souvent référé comme 'wedge', apparaît lorsque les axes optiques et mécaniques d'un élément ne coincident pas. Cette erreur de centrage peut être corrigée en alignant la ligne centrale des surfaces de la lentille avec un centrage qui tourne sur l'axe mécanique. L'espace est ensuite meulé au diamètre final de la lentille, tout en étant aligné avec l'axe optique. Ceci définit la tolérance du diamètre.
La spécification de l'angle de déviation est utilisé pour limiter la somme d'erreur de centrage. Il ets important pour un conceveur de considérer l'angle de déviation lorsque revisionnant l'effet des erreurs sur l'alignement d'un système à multi-éléments. Chaque lentille ne doit pas seulement être aligné axialement, mais l'assemblée optique doit aussi être alignée au logement.
La considération prinicipale de travailler avec des sur-mesures est que l'épaisseur de bord d'un élément biconvexe ou plano-convexe sera plus petit que le diamètre final de la lentille. Le conceveur peut incorporer cette considération dans le procédé de conception en utilisant des diamètres de lentille qui sont typiquement 10-20% plus large que les diamètres finaux, accomplis en incluant une épaisseur de bord minimale opérant dans la fonction de leur logiciel choisi.
Sélectionner l'Epaisseur Centrale
Généralement, un conceveur s'écartera de conceptions de larges valeurs d'épaisseur centrale dans le but de contrôler le volume matériel, et donc le poids du pouduit fini. Généralement comme résultat de correction de couleur, un logiciel de conception favorisera les lentilles minces avec des rapport de diamètre élevé-épaisseur centrale. Si gardé en dessous de 10:1, le rapport affecte rarement le coût. Lorsque le rapport approche 15:1, les prix commencent à s'élever pour des lentilles de faible puissance avec des rayons plus long, aussi bien que pour des ménisques. Ces types de lentilles indiquent 'springing' durant la fbarication conventionnelle et à haute vitesse. En polissage conventionnel, les lentilles sont plaçées sur un outil bloquant. Après le polissage, les lentilles sont retirées du bloc de polissage à un état 'cassant', permettant la facile séparation des surfaces de lentilles. Les surfaces peuvent se déformer lorsque force, introduite dans le procédé de blocage est rétiré.
Pour une fabrication à haute vitesse, l'effet est manifesté différemment. Augmenter la vitesse et la pression causent la lentille d'osciller, résultant en déformations et rendant les irrégularités (forme de surface) difficiles à contrôler.
L'effet de rapport du diamètre-épaisseur au centre sur le prix peut varier en fonction de la forme de la lentille et est actuellement moins sensible au prix pour de larges lentilles à puissance négative. Les larges lentilles à puissance négative ont aussi de larges valeurs d'épaisseur au centre qui procurent le support pour supporter les pressions et forces.
Sélectionner le Matériel du Verre
Il y autant de variété dans les matériaux de verre que dans le prix du verre. Par exemple, si nous prenons le verre d'indice optique le plus généralement utilisé BK7 d'une valeur de 1, alors le SF11 aurait une valeur de 5 alors que LaSFN30 serait de 25. Les propriétés des matériaux qui peuvent induire des prix élevés incluent la souplesse et la teinte, qui sont souvent difficiles à travailler et qui nécessitent une précaution lors du maniement. Il est important de noter que ces propriétés peuvent affecter la production durant le fabrication et le traitement.
Le logiciel de conception procure souvent une option de 'modéliser' un type de verre, permettant les valeurs d'index et de dispersion de varier continuellement. Bien que cette variation produiera généralement des résultats plus rapides, une précaution devrait être utilisée. Si l'option de modélisation est sélectionnée, le conceveur doit monitorer la conception à l'écart de types de verrechers et difficiles à contrôler. De nombreux conceveurs optiques utiliseront un verre personnalisé, généralemebr contenant des types de verre qui sont moins chers, prêt à l'emploi et possédant d'autres caractéristiques désirables. Cette méthode, bien que plus lente, peut procurer pour une conception moins chère.
Utilisation de Tolérance
Lorsque la conception initiale est complétée, la nouvelle tâche du conceveur est d'assigner les tolérances appropriées aux paramètres. Diamètre, bords, puissance/irrégularité et tolérances d'épaisseur au centre ont tous besoin d'être assignés pour chaque élément. La performance de conception sera plus sensible à certaines de ces tolérances, alors que d'autres aires seront moins affectées (voir Figure 4). Le conceveur peut limiter l'utilisation d'étroites tolérances aux aires sensibles et permettent des tolérances plus étendues ou plus restrientes dans d'autres aires. Additionnellemment, de nombreux magasins d'optique ont des degrés variables de contrôler avec succés les tolérances spécifiques. En connaissant les points forts et faibles de différents magasins, ainsi que leurs coûts associés, les conceveurs peuvent directement concevoir aux vendeurs appropriés.
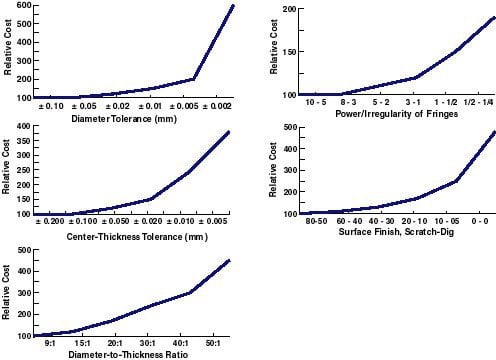
Figure 4: L'effet de prix relatifs sont indiqués pour différents paramètres et spécifications de tolérance. La valeur 100 représente le prix d'un élément basique. Source: Voir référence #2
Tolérance performée par la plupart des logiciels de conception assumés de distribution Gaussienne, avec des erreurs distribuées de façon égale de la valeur nominale. Cependant, certains paramètres ont tendance d'être plus ou moins à l'échelle durant la fabrication. Les opticiens ont tendance de polir les lentilles sur le côté plus de la tolérance d'épaisseur au centre. En laissant un extra matériel, l'opticien peut retravailler les lentilles pouvant être endommagées durant les derniers stages de la fabrication.
Une autre méthode est la pratique du polissage des surfaces sur le côté 'faible'. En utilisant un verre test pour monitorer les tolérances de puissance, l'opticien évitera le contact centre en faveur du contact du bord pour empêcher le rayage des surfaces polies et le verre test (voir Figure 5). En conclusion, la tolérance du puissance est coupée à moitié donc les surfaces convexes/concaves seront plus plates que la valeur nominale.
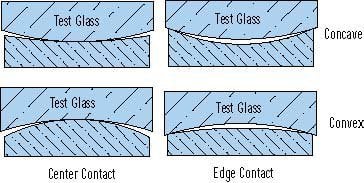
Figure 5: Polishing on the "low side"
Finalement, la présentation de la tolérance doit être interprétable par des conceveurs opto-mécaniques. En emphasant les aires sensibles d'une conception, un conceveur peut assurer une conception opto-mécanique à succés. En emphasant la position axiale sur les tolérances d'espace individuelles, par exemple, peut mieux contrôler la distance arrière qui peut souffrir de 'l'ajout' d'erreurs individuelles.
Il y a de nombreux d'autres sujets qui n'ont pas été pris en considération du fait de la limite de l'article, mais qui devraient être notifiés. Ces sujets incluent mais ne sont pas limités aux: traitement, précision de surface (puissance/irrégularité), et qualité de surface (scratch-dig).
RESUME
Le but de cet article était d'apporter des facteurs clés qui affectent le coût après la conception soit terminée. En étant au courant de ce qui se passe après la conception, un conceveur peut être mieux préparé pour intégrer les issues relevantes avant et durant la conception actuelle. Cette optimisation résulte en moins de re-conception et devrait mener à un meilleur produit final. Si vous souhaitez nous contacter regardant les informations de prescription, besoins en conception, ou une application spécifique, veuillez nous contacter à [email protected] ou au +33 (0) 820 207 555.
References
- "Understanding Optical Specifications." Edmund Optics.com. November 2, 2010. http://www.edmundoptics.com/resources/application-notes/optics/understanding-optical-specifications.
- Hudyma, Russell, Michael Thomas, and Yvonne A. Carts. "Reasonable Tolerancing Aids Cost-effective Manufacture of Optics." Laser Focus World, May 1, 1991.
- Smith, Warren J. "Optical Component Specifications: Avoiding Pitfalls in Setting Tolerances for Optical Components." In The Photonics Design and Applications Handbook, 346-49. 45th ed. Pittsfield, MA: Laurin Publishing, 1999.











ou consulter les numéros d’autres pays
facile à utiliser
entrer les numéros de stock pour commencer
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
POLITIQUE DE CONFIDENTIALITÉ | POLITIQUE DE COOKIES | CONDITIONS GÉNÈRALES | CONDITIONS GÉNÈRALES B2C | MENTIONS LÉGALES | ACCESSIBILITÉ
L'entreprise Edmund Optics GmbH en Allemagne agit comme un mandataire d'Edmund Optics BV aux Pays-Bas.
Le titulaire du contrat est Edmund Optics BV aux Pays-Bas.
Ce contenu peut comporter des éléments générés ou modifiés à l'aide de l'intelligence artificielle (IA).
The FUTURE Depends On Optics®